谘詢電話
ENGLISH0755-88840386聚酯切片包裝機改造
發布時間:2020-07-20 15:34:16 |來源:網絡轉載
我廠生產的聚酯切片,原有兩條25kg/袋小包裝線和一條It/袋大包裝線。小包裝袋在運輸中易破損,使切片受到汙染.影響用戶的後加工質量。同時小包裝的袋裝費比大包裝的袋費貴.使用大包裝袋又可降低拆包的勞動力.減輕勞動強度。為此,用戶要求我廠提供1t/袋大包裝袋切片,從而造成我廠大包裝袋切片供不應求和小包裝袋切片積壓的情況.為此公司要求我廠拆除一條小包裝生產線改為大包裝生產線以滿足用戶需要。
原有小包裝生產線程序較多,生產速度較慢,生產線大致如下圖1所示.
1)貯料倉一來自物料生產流程的物料
|
電 秤 |
|
灌 |
|
料 |
|
鬥 |
|
夾袋機構 |
5)皮帶機一物料包裝袋通過皮帶機輸送。
6)薩包機一皮帶機輸送到位由縫包機鏡袋口。
7)翻轉機一每個包裝袋經翻轉機送到傳送帶。
8)碼垛機一物料包裝袋通過皮帶機輸送到瑪垛機碼垛。
原有小包裝生產拆除、改造.改建後的大包裝生產線為三個部分組成,即垂直段,水乎段和電子秤量控製係統。
垂直段:由振動輸送管、進料料鬥、秤量料鬥、風機組合及提升機構組成.振動輸送管自動把物料送到料鬥,投料量是由料位傳感器控製,在逬料料的下端裝有兩個大小不同的控製門,秤量料鬥是由三個負荷傳感器支撐著。風機組合是由氣動元件和風機組成。提升機構由凸輪和鏈軸等組成。垂直段下部主要是裝袋機構,處於垂直段與水平段交接處,袋裝好後由這裏經輸岀機送岀。這基本上與小包裝生產淺相似。
水平段;由托盤分配器、待位機、裝料台、輸送機和終端輸出機組成。托盤分配器自動把托盤送到待位機,然後送到裝料台。輸送機在工作過程中自動分段交替工作,這樣既節約能源又延長設備使用壽命,終端輸岀機未端裝有防止碰撞的緊急停車按鈕。這比小包裝生產線要簡化多了,改少縫包、翻包、碼垛三個程序。
電子秤量控製係統:它由三個高精度與線性很好的負荷傳感器支撐著秤量料鬥,秤量結果在控製櫃顯示,控製係統保證每次秤量準確,控製整個生產線的正常運行。
從兩個包裝生產線分析來看,大包裝生產線有機構程序少,占地麵積少,生產速度快,包量準確性高等優越性。
3.1傳感器作用
傳感器在包裝機裏是關鍵部件之一,傳感器是把被沸物理量變換成與其有確定對應關係的有用電量輸岀,以滿足信息的傳輸、處理、記錄、顯示和控製要求。秤重傳感器是將被測切片重量作用在秤重傳感器的敏感體上,把重量變換成與重量成正比的電壓信號輸岀。該電壓輸岀信號輸送到顯示儀進行秤重顯示和記錄。
3.2傳感器的布置
根據三角形的穩定原理.將三隻傳感器正確地布局在方形容器上,使其受力均衡。要
求匕+吼=3/2、
X=b/2
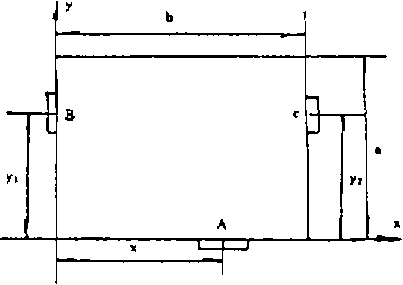
圖2隹憲器布置圖
如傳感器對稱安置即匕=七
則X=1/26
yL=y2=3/4a.
通過理絵計算,三隻傳感器確定方法是在垂直於軸線的同一截麵上,將一隻傳感器置於矩形一邊中心,另外二隻傳感器位於該邊相郛的兩邊四分之三邊長上,實踐證明這種位置布局保證了秤在計量中的穩定性和計量的精確性。
33傳感器的安裝
傳感器的一端固定,另一端為受力懸臂梁,在梁中間開一對雙鏈孔,孔內貼四個電阻應變片組成惠斯登等臂電橋。在電橋一對角端施加直流電壓E,當傳感器承力端感受到重量時,弾性體發生變形,同時電阻應變片的電阻值改變產生AR,則電析的輸出端產生一輸出電壓與重量成正比,故測量某重量所對應的輸岀電壓值即完成了重量的計量。
改造後的大包裝生產線性能指標為:
- 範圍與精度:1000士0.8kg/袋聲a)
2) 包裝能力:32袋/h。
3) 包裝袋形式:帶內襯的軟包裝袋。
大包裝生產線整個係統具有自動與人工操作兩種狀態,工作過程為:托盤分配器自動將托盤送到待位機、然後送到裝料台,等待裝料。在上層的進料料鬥已準備好物料。人工將包裝袋置於下料口上,風機組合開始包裝袋自動充氣,進料鬥下端的大小投料門按程序打開。聚醋切片進入秤料料鬥,儀表顯示岀秤量瞬時值和最後秤量緒果值.裝料機構自動脫鉤,完成一個包裝,最後由水平段輸出,叉車把一袋包裝運走.整個包裝係統仗需兩個人操作完成。
- 整個大包裝機安裝調試後,經過一個多月試運轉考核,考核結果包裝能力為45袋/h,大於設計指標,精度達1000±0.5kg/袋,也大於設計指標,改建後的大包裝機其包裝速度快、精度高、運行可靠、操作方便,其性能優於同類型進口機組.同時經濟性能也好,從小包裝機改為大包裝機,僅包裝袋費用一年可節省六十萬元。因此可以講大包裝機改造是成
3.3模型預測結果與生產實際的比較
表2模型計算值與實際比校
|
組分 |
計算值 Ckmo!/h) |
實際值 |
相時誤差〔V) |
|
iPS |
67.2。 |
65.80 |
2-01 |
|
Ab |
138.19 |
143.00 |
一3・36 |
|
c5 |
640-18 |
648.00 |
-1.21 |
|
iP; |
41-25 |
41-00 |
0-61 |
|
A? |
64.29 |
8W0 |
22.54 |
|
iP, |
35.03 |
34-0。 |
、 3.03 |
|
A( |
27-30 |
25.60 |
6.64 |
|
|
2371-37 |
249D・00 |
-4-76 |
表2是重整第四反應器岀口物流組成理論值與實際值的比較。在實際生產中.上述8個組分在岀口物流的摩爾百分比率為97.63,由此可見,其它組分所占比例很小。對主要組分的預測基本達到要求。
對此模型,曾用三套實際工業裝置數據進行了測試,結果模型能較好地反映實際情況.並達到預期的目的,證明我們對反應器模擬的三點假定成立,理想的反應器薄層微元固定床式的反應理論對移動床反應器結構及操作情況是適合可行的。
但由於不考慮由於催化劑失活引起的失活因子,反應器軸向濃度和溫度的變化,僅按一維反應器模型計算,使有些數據有偏差,這一方麵有待進一步提髙。
本文源於網絡轉載,如有侵權,請聯係刪除
- 上一篇:國產熱封型袋泡茶包裝機簡介
- 下一篇:可編程序控製器在煙草包裝機上的應用
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@szshunyoufa.com

微信:產品谘詢

關注視頻號

關注抖音號