谘詢電話
ENGLISH0755-88840386分布式計算機控製係統在塑料廠的應用
發布時間:2020-08-11 11:45:07 |來源:網絡轉載
1引言
塑料合成的原料為聚乙烯和添加劑,兩種固體顆粒的配比不同,可以得到不同物理特性的塑料產品,用目前流行的電子皮帶秤是保證不了工藝要求的配比精度要求的,因此作者研製了兩套高精度固體顆粒谈球吧app官方网站地址控製係統,很好地滿足了塑料合成的工藝要求。
2控製係統總體方案
如圖1,整個控製係統分3級。第一級用LYNX型稱重儀做主控製器,構成進料開關量閉環控製係統,使料倉的重量做周期變化。該級的控製思想是:采用高精度的重量傳感器,稱包括交流防爆電機、旋料機整個料倉的重量。這樣通過測量料倉的重量減少速度就可以間接地獲得固體谈球吧app官方网站地址的信號。但必需保證料倉內的物料在不影響測量固體谈球吧app官方网站地址的前提下得到源源不斷地供給,本級控製目的就是為了完成注入物料的任務。第二級用SIMATIC型可編程控製器做主控製器,逆變器做執行機構,交流電機為控製對象,料倉重及為反饋信號,構成的交流調速係統。以完成料倉的重量按希望的速度減少的任務,即間接實現控製固體顆粒谈球吧app官方网站地址的目的。第三級用Intellution公司開發的FIXDMACSGUI監控和數據采集(SCADA)軟件包,在PC總線的節點服務器上實現對係統進行實時的動畫顯示、故障診斷、曆史趨勢顯示、報警打印等監控任務。
本文重點介紹係統控製策略的實現方法和係統的智能故障診斷方法及報警部分,上位PC機組態方法及動畫顯示、曆史趨勢顯示、曆史記錄打印等監控功能。
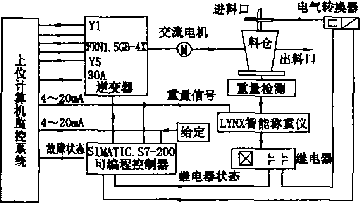
圖1控製總體方案
3控製器硬件的實現
控製器的硬件設備,主要由德國SIEMENS公司生產的S7-200型可編程控製器,選件有SIMATICCPU212外加兩個EM235模塊組成(如圖2)。
|
SIMATIC。CPU212 |
EM235 |
EM235 |
|
S7-200 |
A13/A01*12B1T |
AI3/A01*12BIT |
圖2控製器硬件結構
SIMATICCPU212的性能如下:
(1)1k字節程序存儲器;(2)lk字節數據存儲器;(3)8點開關量輸岀,6點開關輸入;(4)最多可外加6組功能模塊;〈5)64個計時器;(6)64個計數器;(7)128個標誌位;(8)四則算數運算功能;(9)4個中斷源;(10)快速布爾處理功能;(11)掉電保護數據50h;(12)三級密碼保護。
EM235AI3.A0112BIT模塊的性能如下:
(1)3路模擬量輸入通道,12位精度;(2)1路模擬量輸出通道,12位精度;(3)13檔模擬量I/O的範圍選擇;(4)零點、滿量程的調整功能;(5)數據接口為數據寄存器映射形式。
其中SIMATICCPU212是可編程控製器的主機部分,完成程序的儲存、開關量控製、運算及實時狀態的處理等任務。EM235模塊是A/D.D/A單元,完成對給定信號、料倉重量的數據采集和控製信號的輸岀任務。
4逆變器部分
本係統采用日本富士公司生產的FRN1.5G9S-4型逆變器。其外部大致功能如圖3。該裝置由16位CPU控製,采用兩組顯示器和一組編程鍵盤,其中LCD顯示器和鍵盤配合。完成逆變器的頻率設定,命令揪入,監視輸岀,報警輸出,控製輸入方式,控製狀態輸出等供95種運行命令,預置編程組合,以完成多種控製任務的需要,LED顯示器和鍵盤配合,可在線顯示逆變器的輸出頻率、輪岀電流、椅出電壓、電動機轉速、線速度、負載速度、轉矩等功能。供電電源AC380V50Hz交流從R、S、T輸入。因為該裝置屬於交一直一交型逆變器,R、S、T的相序與電機的轉動方向無關(見參考文獻3)。U、V、W是逆變器輸出,當電機在基頻以下轉動時為恒轉矩區,其輸出為電壓與頻率呈恒比值的交流信號,控製三相交流異歩電動機的轉速。當電機在基頻以上轉動時,為恒功率區,其輸岀為電壓不變頻率變化的交流信號,控製三相交流異歩電動機的轉速,並且U、V、W的相序任意調換兩相,則電機的轉動方向改變一次)。Ci、"為4~20mA電流輸入。FWD接CM保證電機正轉(若REV短接CM,則電機的轉動方向改變一次。)THR短接CM為取消外部報警幹預。X1-XS是取電機做有極控製的輸入(本係統不用)。Y1-Y5是電機故障狀態輸岀。PMP是數字頻率計,它輸出與電機轉速基本對映的脈衝信號,3OC、3OB、3OA是報警輸出。
5係統的故障診斷及報警
5.1交流調速係統的故障診斷及報警
由富士逆變器的小鍵盤和LCD顯示器配合,設置如下命令:F42="1”F47="3FFFF”則逆變器位輸出口Y1和Y2、Y3、Y4、Y5構成的二進製編碼可實現16種故障的診斷。
富士逆變器還設有一個報警輸岀IL30C為公共端,3OB為常閉觸點,30A為常開觸點。用3OA和30C在現場接聲、光報警器,然後把30A和YLY2、Y3、Y4、Y5的査詢狀態一起送到上位PC機,實時進行報警顯示、故障曆史記錄和提示具體解決辦法。
|
表1故障査詢表 |
||||
|
序號 |
故障內容 |
輸出狀態 |
現象描述 |
|
|
Y1Y2 |
Y3Y4Y5 |
|||
|
1 |
正常運轉 |
00 |
000 |
無異常運行 |
|
2 |
電機過載予報警 |
1* |
*** |
異當運行 |
|
3 |
電機加速逆變器過電流椅出 |
09 |
001 |
電機堵轉 |
|
4 |
電機減速逆變銘過電流槍岀 |
00 |
010 |
電機堵轉 |
|
5 |
電機慎速逆變器過電流輸岀 |
00 |
011 |
電機堵轉 |
|
6 |
電機加速逆變器過電壓轄出 |
00 |
100 |
電機堵轉 |
|
7 |
動力電據欠電壓 |
00 |
101 |
電機堵轉 |
|
8 |
電機熱過載 |
00 |
110 |
電機堵轉 |
|
9 |
逆變器熱過載 |
00 |
111 |
電機堵轉 |
|
10 |
逆變器中IGBT模塊過熱 |
ft1 |
000 |
電機堵轉 |
|
H |
製動板或製動電阻過熱 |
01 |
001 |
電機堵轉 |
|
12 |
快速熔斷器斷路 |
01 |
0t0 |
電機堵轉 |
|
13 |
存佛器或CPU錯誤 |
01 |
011 |
電機堵轉 |
|
14 |
逆變器僕盤與CPU通信錯誤 |
01 |
100 |
電機堵轉 |
|
15 |
連接逆變器選件錯誤 |
01 |
I01 |
電機不起動 |
|
16 |
逆變器福卡錯誤 |
01 |
I10 |
電機不起動 |
|
17 |
電機與逆變器虛連 |
01 |
111 |
電機堵轉 |
5.2下料的動閥門和控製開關量的繼電器故障診斷及報警
設:該種故障狀態由可編程控製器PLC的Ml.6□位輸出,Ml,6="0”為無故障,Ml.6=“1”為故障狀態;氣動閥門的狀態反饋V=“0”為閥開狀態開,此時固體顆粒注入料倉;V=“1”為閥門狀態關,此時停止下料;繼電器狀態反饋J=“0”為吸合,J=“1”為斷開。這樣M1.6、V、J三者的邏輯關係如表2所示,即,繼電器吸合則氣動閥門必為開狀態,:繼電器斷開則氣動閥
門必為關狀態;否則係統出現故障。而實際係統測試結果,從繼電器動作到氣動閥門的有效動作需過渡時間TbVQ.Is,也就是說,故障狀態ML6=“1”的持續時間超過0.1s才為真正的故障狀態,本係統設置為ML6="1"超過Is才輸出故障信號,在本地實施聲、光報警,並且遠傳,供上位PC機顯示、報警。
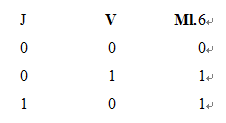
表2邏輯關係表
6分布式計算機控製係統在塑料廠的應用
6.1高壓擠壓機進料監控係統的曖件配置
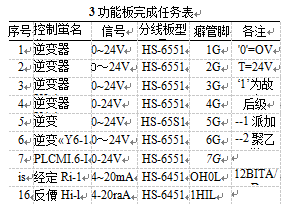
節點服務器選LE08000台灣大眾PC總線工控機。內配一個HS-PCX6451型A/D接口板,該板具有16路帶光電隔離的模擬量輸入通道,12BIT精度,板基地址為1C0H。總線槽內還有一個HS-6551型開關量輸入接口板,該板具有32路、DC24V開關量輸入通道,板基地址為1Q0H。兩個功能板完成的任務見下表。(注:下麵隻列出添加劑的監控參數,而聚乙烯監控參數與之相同隻是號碼順延)。
 6.2高壓擠壓機進料監控係統的軟件實現
6.2高壓擠壓機進料監控係統的軟件實現
選用的FIXDMACSGUI軟件包是美國某公司最新開發的開放式工業自動化軟件,它是在工業上具有領先地位的分布式、PC總線、具有圖形界麵的SCADA軟件(監控與數據采集)。軟件平台為W1NDOWS31、95。下麵簡要介紹一下該軟件在本係統的使用情況。
首先:按HS-6551、HS-6451的板基地址,用數據連接工具DATAL1NK建立I/O驅動程序。
其次:按FIXDMACSGUI說明書用係統組態控件SystemConfiguration建立主配方文件*。SCU。(本係統命名GYJYLSCU)它包括網絡配置、I/O驅動程序配置、數據庫名稱配置、係統啟動參數及初始啟動任務配置、報警配置、文件路徑配置、SCADA節點配置、安全保護域配置。
再次:用軟件包中的兩個控件Draw、View完成如圖4所示的動畫顯示。該動畫能形象的顯示物料的實時變化狀況,並且該圖由LYNX稱重儀、逆變器和PLC可編程控製器共五部分動畫組成,用鼠標點擊一下LYNX稱重儀部分的動畫圖形,便可關閉主動畫圖形詳細顯示該部分動畫圖形,在其右麵建立虛擬儀表,實時顯示對映的參數變化,用鼠標點擊“返回”按鈕,即關閉該部分動畫,回到主動畫顯示。用鼠標點擊一下逆變器或PLC可編程控製器可以顯示如表1所示的報警說明,並給岀故障診斷方法及維護指導說明。
最後:用FIXDMACSGUI軟件包的HistoricalAssign,HistoricalCollect,HistoricalDisplay3個控件完成對添加劑、聚乙烯兩種物料的給定與反饋谈球吧app官方网站地址共4個參數實施過程實時跟蹤,且在笛卡爾坐標係上顯示,其中縱坐標為谈球吧app官方网站地址變化值,橫坐標為時間變化,每個參數的曆史記錄文件長度選取為3天,一個記錄的步長為2s,借助於該曲線管理人員可清楚地觀察到近3天內的生產狀況。由於該計算機係統采用分布式結構,能記錄故障狀態的實時情況,這時打印出故障時段的曲線圖,便可作為工廠實施獎懲的法律依據。另外增加了8h~班兒的物料實際谈球吧app官方网站地址匯總功能,即添加劑、聚乙烯在一個工作日8h內的物料實際消耗總量。因為該匯總結果能夠反映上、下兩道工序的物料損失情況,被工廠確定為工作業績評比和發放獎金的標準。
文章來源於網絡轉載,侵刪
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@szshunyoufa.com

微信:產品谘詢

關注視頻號

關注抖音號