谘詢電話
ENGLISH0755-88840386自動連續包裝機商標定位控製係統
發布時間:2020-07-15 15:58:11 |來源:網絡轉載
控製原理
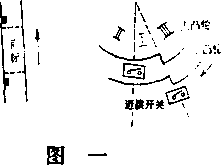 |
目前國內外流行的自動連續式、製袋、計量充填、封口包裝機的商標定位原理如下( 圖1):當複合塑料包裝薄膜的商標定位色標通過標誌撿出光電開關時(MARK SENSER),輸 出一個脈衝信號,然後根據轉動主軸上兩個凸輪上的近接開關(或微動開關)狀態來決定 補償的性質。當凸輪處於I位置,說明商標定位準確,不進行補償。當凸輪處於n位置時, 上近接開關打開,下近接開關閉合,說明薄膜前進速度較快,這時由光電開關輸出信號與 下近接開關閉合信號組合啟動伺服電機短時間的反轉,並帶動行星齒輪轉動,使傳送包裝 材料的傳送機構減速。當凸輪處於皿位置時,上近接開 關閉合,下近接開關打開,說明薄膜前進速度較慢,這時 由光電開關輸出信號與上近接開關閉合信號組合啟動伺 服電機正轉,帶動行星齒輪,使傳送機構增速。至於增 減速補償的修正量則是操作員根據製袋情況人為設定, 一經設定,在包裝機運轉過程中是無法自動改變。由於 溫度的波動,包裝材料的厚薄不均,補償修正量設置的 不當,往往使商標的定位不盡人意,特別碰到薄膜前進通道不暢的常遇情形會造成產品不 合格,浪費大量的包裝材料。
 |
受中外合資廈門中工包裝機械有限公司的委托,根 據用戶提出的技術要求,對控製係統重新設計,新的控 製係統改用MCS-51係列單片機控製,代替原來的普通 的電子器件。該係統除了具有目前通常的控製係統的所 有功能外還增添了對修正量自動調整的功能,現把新增加的功能的原理分析如下(圖2):
色標檢出的光電開關輸出信號與近接開關閉合的信 號分別作為中斷源,並設立一個時鍾(計數器),進行 計數。
已經到來〈圖2a),說明凸輪處於I位置,商標定位準確,不必進行增減速的補償修正。
- 當光電開關輸岀信號產生中斷後,延時一小段時間,近接開關閉合的信號還沒有到 來,說明凸輪處於H位置,薄膜前進速度較快。時鍾開始計數,同時啟動伺服電機反轉, 降低包裝材料的傳送速度,進行減速補償。直到近接開關閉合信號到來,中止計數,計數 經過一些數學處理,適時地停止伺服電機的轉動。補償時間的長短實質是由時鍾計數的多 少來決定。
- 當近接開關閉信號合產生中斷後,而光電開關輸岀信號還沒有到來〈圖2b),說明凸 輪處於皿位置。時鍾開始計數,同時啟動伺服電機正轉,加快薄膜前進速度,這時有兩種 情況:一種是薄膜前進速度較慢,當光電開關輸岀信號到來時,中止計數,根據時鍾計數 及計數處理,適時地停止伺服電機的轉動,另一種是時鍾計數已達到一定程度,該程度已 使伺服電機成為連續轉動的狀態,但光電開關輸出信號遲遲沒到來,說明薄膜前進通道嚴 重堵塞,或薄膜斷裂,或色標消失等因素造成。這時控製係統立即停止伺服電機的轉動, 並向操作人員發出示警信號,同時使主動力電機停止運轉,避免導致更多的廢品。
該控製係統增加的修正量的自動調整功能,可以使修正量不再人為設定,而是根據每 次色標與光電開關的距離自動調整,且增減速補償修正一次到位,達到了智能的效果。
二、係統硬件設計
在MCS-51係列的單片機中,我們選用8751芯片,基本電路見圖3。為了突出重點,圖 中隻畫出與控製軟件設計有關的硬件核心部分,省略了一些輔助電路,保護電路及電源等。
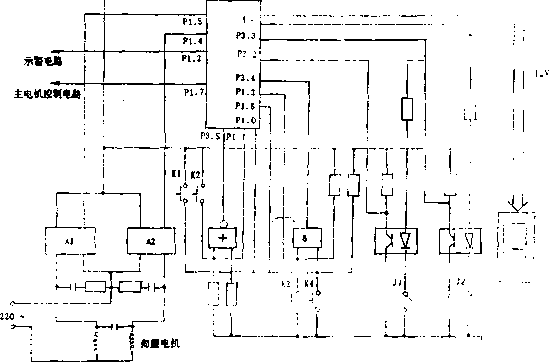
考慮到係統外部需要屮斷服務的信號源較多,為了簡化控製電路,不再進行硬件上的 外部中斷源的擴丿二把定時器/計數器0, 1溢出中斷作為外部中斷源使用,其中定時器/計 數器。作為有關修正量的設置與檔次選擇中斷之用,定時器/計數器1作為強製增減速中斷 之用。光電開關輸岀信號作為外部中斷源0,近接開關閉合信號則作為外部中斷源
現將電路中與8751有關聯的主要元件說明如下:
K1:強製伺服電機正轉按鈕。
K2:強製伺服電機反轉按鈕。
KI, K2這兩按鈕在試機時,在使用固定修正量運行包裝時方便用戶校準商標位置。
K3:固定修正量選擇按鈕。固定修正量分為9檔(1〜9),由數碼顯示岀所選擇的 修正量的檔次,數碼管顯示的數字編碼可由8751的PO, P2口輸出。這是為了與目前流行的 控製係統相兼容。
K4:設定修正量為自動調整狀態按鈕。在包裝機運行過程中,按一下此按鈕,就會進 入修正量自動調整狀態,此後不必再進行人工幹預。
J1:標誌檢出光電開關。
J2:凸輪上的近接開關。
J1,J2是12V電源,因此通過光電隔把中斷信號送給INTO, INTI。
A1.A2:固態繼電器。用它控製伺服電機的正反轉。
8751的P1,2送出示警信號給示警電路,P1.7送出電機控製信號給上電機控製電路。 8751的晶振選用12M,以提高控製速度。
三、係統軟件設計
整個程序由主程序和四個中斷服務程序組成。
主程序主要是係統的初始化。
四個中斷服務程序分別為1、強製增減速,2、修正量的自動調整與固定修正量的檔 次選擇,3、響應光電開關輸岀信號.4、響應近接開關閉合信號。後兩個中斷服務程序 是軟件的核心。下麵就這兩個中斷程序說明如下:
在包裝機運行過程中,近接開關閉合信號由於凸輪的旋轉會周期發生。光電開關輸出 信號產生的中斷與近接開關閉合信號產生的中斷的先後順序,是由薄膜前進的速度快慢所 決定,是隨機的。至於•兩個中斷間隔時間的長短,則由薄膜上的定位色彩與光電開關的距 離誤差大小、商標的尺寸、包裝速度等諸因素所決定。對於使用固定修正量運行包裝機的 情況.為了與現行控製係統相兼容,在程序中設計成同時響應這兩個屮斷後才進行增減速 補償。對使用修正是的自動調整來運行包裝機的情況.則在響應其中任何一個中斷後,立 即進行補償。
程序屮設定幾個位作為狀態標誌。通過這幾個狀態標誌,在兩個屮斷服務程序屮,判 別修正景是自動調整狀態還是選用固定修正狀態,光電開關輸出信號中斷與近接開關閉台 信號屮斷的先後順序,是否要進行增減速償等。
00H:當0叫=0修正最為自動調整狀態,當00H= 1為固定修正量的狀態。
01H:當01H=I光電開關已發生過中斷。
02H:當。2H= 1近接開關已發生過中斷。
03H:當03H=l無法修正。
04H:當04H= 1不修正。
光電開關輸出信號中斷服務程序的流程框圖見圖4,近接開關閉合信號的中斷服務程 序的流程框圖見圖5。
(V-4) 2 + (P-4) 2= 22
d P V - 4
其斜率為——=- —--
d V P - 4
令它與絕熱線的斜率相等,則有
V- 4 P— ------ = —y-----
P- 4 V 聯立⑩、05即可解得方程的解有兩個,得分界狀態的坐標有兩個,其位置在圓上的A、B 兩處,即圓與過4的絕熱線外切於以,與過B的絕熱線內切於B "按照與例一類似的分 析,可知BCA是吸熱過程,ADB是放熱過程。 *
假如給出的過程曲線不是光滑曲線,則必須從曲線的轉折處把所給的過程分成數個宏 觀過程進行分析討論,方法仍然是類似的。
四、小結
不加分析就把一個宏觀過程看作單純的吸熱或放熱的單一過程往往是錯誤的,這點在 教學中常常因教師的疏忽造成學生在概念上的模糊。判定一個係統的宏觀變化過程吸放熱 情況的有效方法是:在P~ V圖上去求過程曲線與絕熱線相切的切點的坐標,.找到係統吸 放熱的分界點,再根據本文第二部分第3點中的結論加以判定。
本文源於網絡轉載,如有侵權,請聯係刪除
-

公司電話:
0755-88840386
-

公司地址:
深圳市龍崗區阪田街道龍璧工業區11棟6樓
-

公司郵箱:
longxin@szshunyoufa.com

微信:產品谘詢

關注視頻號

關注抖音號